Во-первых, ставьте стратегическую цель, не привязываясь к тактике реализации. Во-вторых, делите проект на короткие итерации с готовностью сменить тактику этапа, поменять этапы местами и быть гибкими, не меняя стратегическую цель. Помимо этого, при планировании уделите особое внимание готовности данных для системы, опишите системное окружение и зависимые проекты. В-четвертых, подключайте различные службы для помощи. Например, PR-службу для разъяснения событий проекта и HR-отдел для развития внутренних коммуникаций между сотрудниками. Это поможет вовлечь в проект всех работников компании.
Блог
Четвертая конференция «Цифровое предприятие»
22-23 августа 2019 года, Москва, Марриотт Новый Арбат
Тема: Развитие цифровых навыков внутри предприятия и практика реализации проектов в условиях меняющихся требований
https://www.cfo-russia.ru/meropriyatiya/digen/archive/49489/
Baltic Digital Forum
27-28 июня 2019 года, Санкт-Петербург, Лотте Отель
Тема: Создание общих ИТ-платформ для синхронизации цифровых решений
Десятый форум «Внутренний и внешний электронный документооборот»
22-24 мая 2019 года, Москва, отель «Метрополь»
Тема: «Реализация проекта по налаживанию ЭДО между компаниями, объединенными в холдинг». Предпосылки и проблематика проекта, задачи для подрядчика, а также о выборе конкретного решения и системы. Обратил внимание на подход к решению проекта и его хронологию, а также остановился на подходе Plan-Do-Check-Act. В заключение, поделился эффектом от интеграции обществ, возможными рисками в подобных проектах, а также рассказал о планах компании по развитию roadmap-решения.
https://www.cfo-russia.ru/meropriyatiya/eldoc/archive/44479/
Принципы web-разработки через bitbucket
Несколько человек пишут код (php,js,mysql,html). Коммитят это. Push-ают. Код отправляется на сервер Bitbucket.
Почти так. Как правило, в организации командного рабочего процесса есть несколько дополнительных правил.
- Под каждую отдельную задачу создаётся отдельная ветка разработки.
- Разработчик по ходу работы никогда не должен пушить коммиты в ветку master. Он пушит их в свою ветку разработки.
- Когда задача доведена до некоторого итога, создаётся запрос на слияние (merge request, pull request). Либо в какой-то иной форме (хоть устно) обозначается готовность ветки к слиянию. Подробнее: Зачем нужен pull request, если есть push?
- Предложенная ветка проходит код-ревью, тестирование и какие угодно другие проверки.
- В каждом конкретном случае должен быть один ответственный человек, принимающий решение о слиянии. Это может быть тимлид, тестировщик, ещё кто-то — как договоритесь.
Далее вся комманда Pull-ами синхронизирует код у себя на машинах;
Команда git pull фактически включает в себя две: git fetch + git merge. С первой обычно не бывает проблем, вторая может застопориться на конфликтах. Я обычно обновляю master, а потом делаю rebase текущей ветки на него
git fetch
# посмотрим, что к нам пришло
git log --oneline --graph --decorate --all
# обновим master
git checkout master
git merge origin/master # или просто git pull
# переставим текущую ветку на новый master.
# при наличии конфликтов лучше разрешить их сейчас, чем потом при слиянии в master
git checkout myfeature
git rebase masterКак вы будете развертывать приложение — совершенно отдельный вопрос. Если это интерпретируемый код вроде php или js — удобно использовать rsync. Есть более популярный, но гораздо менее надёжный способ развертывания через репозиторий на production-сервере и git-hook. Если доступен только FTP, придётся через FTP.
Стремитесь к тому, чтобы у вас было абсолютно идентичное окружение на всех этапах процесса: разработка, тестирование, staging (если есть), production.
- Одинаковая ОС
- Одинаковые версии всех зависимостей
- Одинаковый способ развертывания, включая конфигурирование
- Одинаковый способ запуска приложения
- Всё вышеописанное должно быть описано хотя бы в некотором документе, а в идеале — в коде.
Так вы страхуете свою команду:
- от (части) багов, которые просачиваются на прод;
- от феномена «works on my machine»;
- от серверов-произведений искусства, которые были настроены год назад человеком, который потом уволился, а теперь никто не может сделать то же самое, поэтому в случае поломки заменить их будет нечем
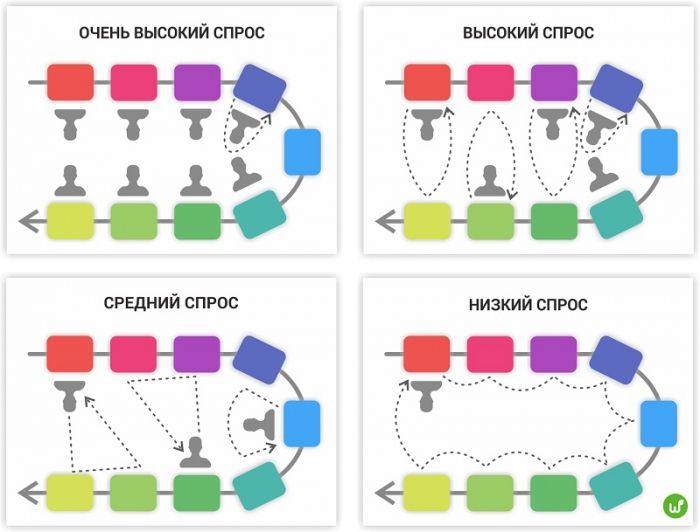
U-образные ячейки
Расположение оборудования в форме латинской буквы «U». В U-образной ячейке станки расставлены подковообразно, согласно последовательности операций. При таком расположении оборудования последняя стадия обработки проходит в непосредственной близости от начальной стадии, поэтому оператору не нужно далеко ходить, чтобы начать выполнение следующего производственного цикла.
Ячейки — отдельные группы работников или машин, которые созданы для поддержания постоянного потока. Это предполагает непрерывную последовательность процессов, где нет перепроизводства и задержек.
Визуализация
Это любое средство, информирующее о том, как должна выполняться работа. Это такое размещение инструментов, деталей, тары и других индикаторов состояния производства, при котором каждый с первого взгляда может понять состояние системы — норма или отклонение.
Наиболее часто используемые методы визуализации:
- Оконтуривание
- Цветовая маркировка
- Метод дорожных знаков
- Маркировка краской
- «Было»-«стало»
- Графические рабочие инструкции
Система JIT
Just-In-Time — точно вовремя. Cистема управления материалами в производстве, при которой компоненты с предыдущей операции (или от внешнего поставщика) доставляются именно в тот момент, когда они требуются, но не раньше. Данная система ведет к резкому сокращению объема незавершенного производства, материалов и готовой продукции на складах.
Система «точно вовремя» предполагает специфический подход к выбору и оцениванию поставщиков, основанный на работе с узким кругом поставщиков, отбираемых по их способности гарантировать поставку «точно вовремя» комплектующих изделий высокого качества. При этом количество поставщиков сокращается в два и более раз, а с оставшимися поставщиками устанавливаются длительные хозяйственные связи.
Особенности системы JIT. При функционировании системы JIT ничего не производится и запас на производственном участке не пополняется пока конечный продукт не будет реализован или отгружен. Когда конечный продукт «вытянут», для восполнения изъятого «вытягиваются» изделия из предыдущей стадии производства или от поставщиков. Таким образом, система JIT предполагает обеспечение производственного участка всем ассортиментом материалов и комплектующих, в количестве необходимом для производства сборки (изготовления) такого количества производимых изделий на данном участке, которое его покинуло.
Таким образом, отправной точкой для пополнения запаса на производственном участке при реализации системы KANBAN является сигнал, выдаваемый в виде карточки или пустого контейнера по мере его окончания, но при этом на производственном участке есть полностью заполненный контейнер в объеме запаса, достаточного для работы на период пополнения + 10 – 30% (страховой запас). В системе JIT отправной точкой служит отгрузка готового изделия с производственного участка, после которой осуществляется пополнение запаса в объеме, необходимом для производства следующего аналогичного изделия.
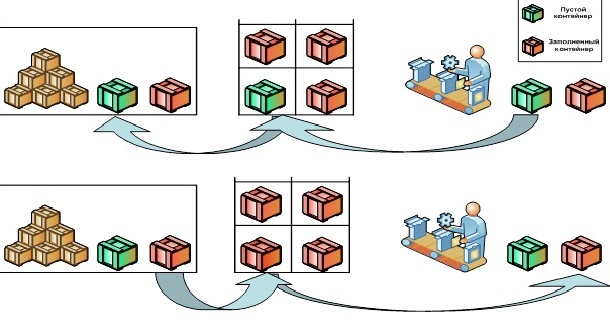
Схема движения материальных потоков при организации системы KANBAN 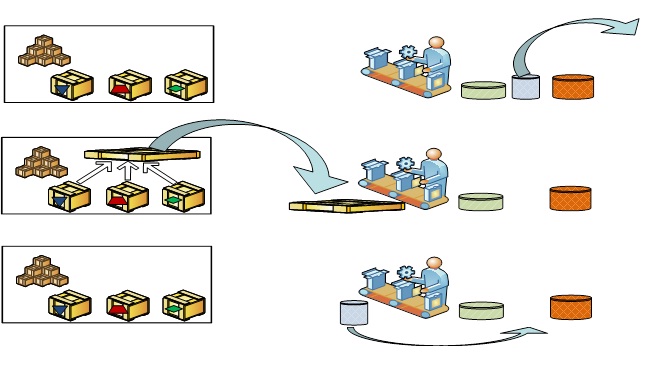
Схема движения материальных потоков при организации системы JIT
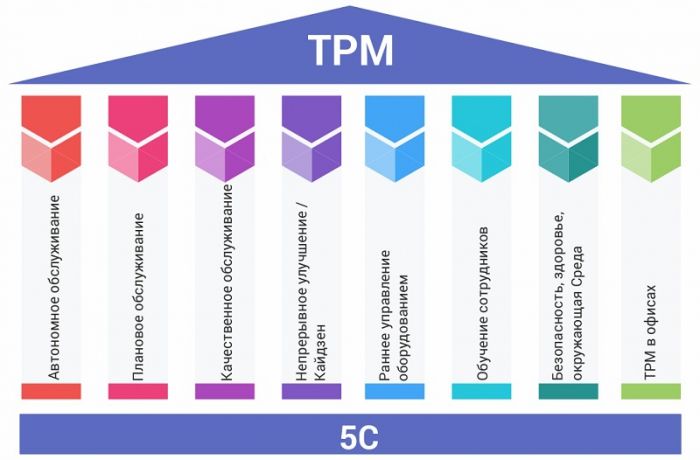
Система TPM (Total Productive Maintenance)
Всеобщий уход за оборудованием в основном служит улучшению качества оборудования, ориентирован на максимально эффективное использование благодаря всеобщей системе профилактического обслуживания. Акцент в данной системе делается на предупреждение и раннее выявление дефектов оборудования, которые могут привести к более серьезным проблемам.
В ТРМ участвуют операторы и ремонтники, которые вместе обеспечивают повышение надежности оборудования. Основа ТРМ — составление графика профилактического техобслуживания, смазки, очистки и общей проверки. Благодаря этому обеспечивается повышение такого показателя, как Полная Эффективность Оборудования.
В бережливом производстве TPM система борется против шести видов больших потерь, связанных с оборудованием:
- поломки
- установка и наладка
- холостой ход и малые остановки
- потери скорости
- брак и переделка
- пусковые потери
Если рассматривать управление техническим обслуживанием оборудования шире, то эффект от него в масштабах предприятия следующий:
- повышает эффективность работы станков
- повышает производительность цеха
- снижает себестоимость производства
- повышает качество продукции
В основе Total Productive Maintenance лежит восемь принципов, или столпов.
По материалам https://worksection.com/blog/total-productive-maintenance.html
Быстрая переналадка (SMED — Single Minute Exchange of Die)
Концепция была разработана японским автором Сигео Синго и произвела революцию в подходах к переналадке и переоснастке. В результате внедрения системы SMED смена любого инструмента и переналадка могут быть произведены всего за несколько минут или даже секунд, «в одно касание» (концепция «OTED»— «One Touch Exchange of Dies»).
В результате многочисленных статистических исследований было установлено, что время на осуществление различных операций в процессе переналадки распределяется следующим образом:
- подготовка материалов, штампов, приспособлений и т.п. — 30%;
- закрепление и снятие штампов и инструментов — 5%;
- центрирование и размещение инструмента — 15%;
- пробная обработка и регулировка — 50%
В результате были сформулированы следующие принципы, позволяющие сокращать время переналадки в десятки и даже сотни раз:
- разделение внутренних и внешних операций наладки,
- преобразование внутренних действий во внешние,
- применение функциональных зажимов или полное устранение крепежа,
- использование дополнительных приспособлений.