Под этим обозначением известна система наведения порядка, чистоты и укрепления дисциплины. Система 5С включает пять взаимосвязанных принципов организации рабочего места. Японское название каждого из этих принципов начинается с буквы «С». В переводе на русский язык — сортировка, рациональное расположение, уборка, стандартизация, совершенствование.
СОРТИРОВКА: отделить нужные предметы — инструменты, детали, материалы, документы — от ненужных, чтобы убрать последние.
РАЦИОНАЛЬНОЕ РАСПОЛОЖЕНИЕ: рационально расположить то, что осталось, поместить каждый предмет на свое место.
УБОРКА: поддерживать чистоту и порядок.
СТАНДАРТИЗАЦИЯ: соблюдать аккуратность за счет регулярного выполнения первых трех S.
СОВЕРШЕНСТВОВАНИЕ: превращение в привычку установленных процедур и их совершенствование.
Кайдзен — это производное от двух иероглифов — «изменения» и «хорошо» — обычно переводится как «изменения к лучшему» или «непрерывное улучшение».
В прикладном смысле Кайдзен — это философия и управленческие механизмы, стимулирующие сотрудников предлагать улучшения и реализовывать их в оперативном режиме.
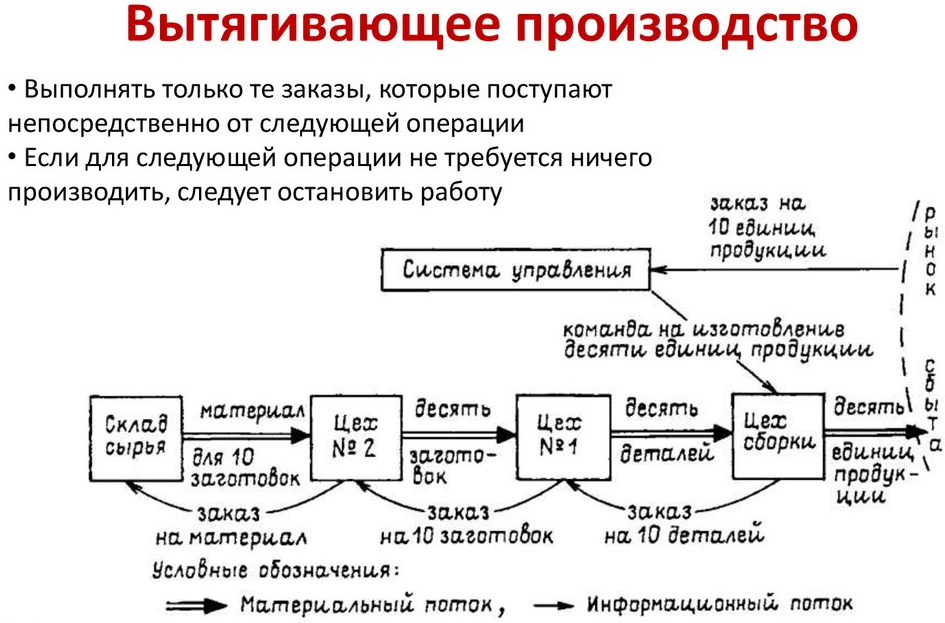
Система, обеспечивающая организацию непрерывного материального потока при отсутствии запасов: производственные запасы подаются небольшими партиями, непосредственно в нужные точки производственного процесса, минуя склад, а готовая продукция сразу отгружается покупателям. Порядок управления производством продукции — обратный: от i-той стадии на (i — 1)-ой.
Сущность системы CANBAN состоит в том, что все производственные подразделения предприятия снабжаются материальными ресурсами только в том количестве и к такому сроку, которые необходимы для выполнения заказа. Заказ на готовую продукцию подается на последнюю стадию производственного процесса, где производится расчет требуемого объема незавершенного производства, которое должно поступить с предпоследней стадии. Аналогично, с предпоследней стадии идет запрос на предыдущий этап производства на определенное количество полуфабрикатов. То есть размеры производства на данном участке определяются потребностями следующего производственного участка.
Таким образом, между каждыми двумя соседними стадиями производственного процесса существует двойная связь:
с i-той стадии на (i — 1)-ую запрашивается («вытягиваются») требуемое количество незавершенного производства;
с (i — 1)-ой стадии на i-тую отправляются материальные ресурсы в требуемом количестве.
Средством передачи информации в системе CANBAN являются специальные карточки («canban», в переводе с японского языка, — карточка). Применяют два вида карточек:
карточки производственного заказа, в которых указывается количество деталей, которое должно быть изготовлено на предшествующей стадии производства. Карточки производственного заказа отправляются с i-той стадии производства на (i — 1)-ый этап и являются основанием для формирования производственной програм-мы (i — 1)-ого участка;
карточки отбора, в которых указывается количество материальных ресурсов (компонентов, деталей, полуфабрикатов), которое должно быть взято на предшествующем участке обработки (сборки). Карточки отбора показывают количество материальных ресурсов, фактически полученных i-тым производственным участком от (i — 1)-ого.
Такие карточки могут циркулировать не только внутри предприятия, использующего систему CANBAN, но и между ним и его филиалами, а также между сотрудничающими корпорациями.
Предприятия, использующие систему CANBAN получают производственные ресурсы ежедневно или даже несколько раз в течение дня, таким образом запасы предприятия могут полностью обновляться 100-300 раз в год или даже чаще, тогда как на предприятии, использующем системы MRP или MAP — только 10-20 раз в год. Например, в корпорации Toyota Motors на один из производственных участков в 1976 году ресурсы поставлялись трижды в день, а в 1983 году — уже каждые несколько минут.
Стремление к снижению запасов становится, кроме того, методом выявления и решения производственных проблем. Накопление запасов и завышенные объемы производства позволяют скрывать частые поломки и остановки оборудования, производственный брак. Поскольку в условиях минимизации запасов производство может быть остановлено из-за брака на предыдущей стадии технологического процесса, то основными требованием системы CANBAN, кроме требования «ноль запасов», становится требование «ноль дефектов». Систему CANBAN практически невозможно реализовать без одновременного внедрения комплексной системы управления качеством.
Важными элементами системы CANBAN являются:
информационная система, включающая не только карточки, но и производственные, транспортные и снабженческие графики, технологические карты;
система регулирования потребности и профессиональной ротации кадров;
система всеобщего (TQM) и выборочного («Дзидока») контроля качества продукции;
система выравнивания производства.
Основные преимущества системы CANBAN:
короткий производственный цикл, высокая оборачиваемость активов, в том числе запасов;
отсутствуют или чрезвычайно низки издержки хранения производственных и товарных запасов;
высокое качество продукции на всех стадиях производственного процесса.
Анализ мирового опыта применения системы CANBAN показал, что данная система дает возможность уменьшить производственные запасы на 50%, товарные запасы — на 8% при значительном ускорении оборачиваемости оборотных средств и повышении качества готовой продукции.
Основные недостатки системы «точно в срок»:
сложность обеспечения высокой согласованности между стадиями производства продукции;
значительный риск срыва производства и реализации продукции.
Cхема организации производства, при которой объёмы продукции на каждом производственном этапе определяются исключительно потребностями последующих этапов (в конечном итоге — потребностями заказчика).
Идеалом является «поток в одно изделие» (“single piece flow”), т.е. поставщик (или внутренний поставщик), находящийся выше по потоку, ничего не производит до тех пор, пока потребитель (или внутренний потребитель), находящийся ниже, ему об этом не сообщит. Таким образом, каждая последующая операция «вытягивает» продукцию с предыдущей.
Подобный способ организации работы тесно связан также с балансировкой линий и синхронизацией потоков.
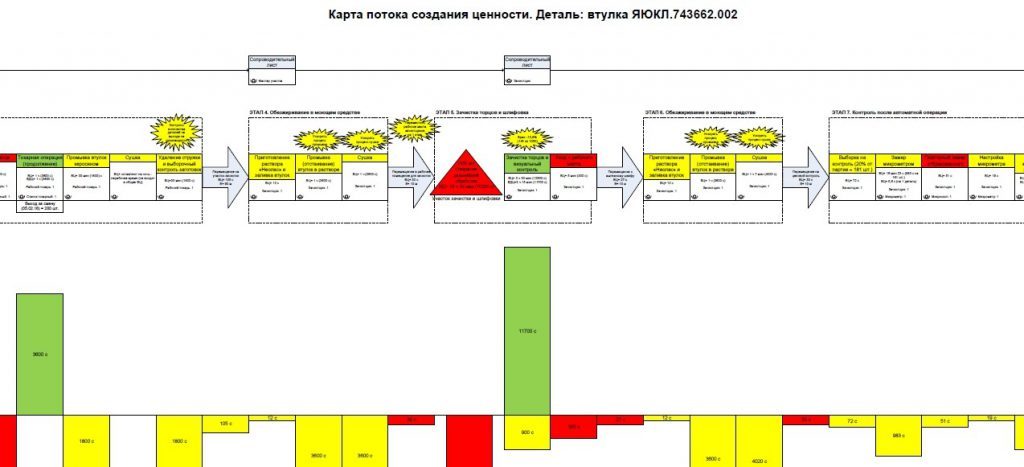
Достаточно простая и наглядная графическая схема, изображающая материальные и информационные потоки, необходимые для предоставления продукта или услуги конечному потребителю. Карта потока создания ценности дает возможность сразу увидеть узкие места потока и на основе его анализа выявить все непроизводительные затраты и процессы, разработать план улучшений. Картирование потока создания ценности включает следующие этапы:
ЛИН (от англ. Lean – стройный, постный) производство или логистика «бережливого» производства вызвало колоссальный рост производительности труда и объемов продукции и остается основной системой производства во многих отраслях экономики мира.
Бережливое производство — это американское название Производственной системы Toyota. Создатель бережливого производства Тайити Оно начал первые опыты оптимизации производства еще в 1950-х годах. В те послевоенные времена Япония лежала в руинах и стране нужны были новые автомобили. Но проблема была в том, что спрос был не настолько велик, чтобы оправдать закупку мощной производственной линии, на манер Ford. Нужно было много разных видов автомобилей (легковые, мало- и среднетоннажные грузовики и пр.), но спрос на конкретный вид машины был невелик. Японцам пришлось учиться эффективно работать, создавая множество разных моделей в условиях невысокого спроса на каждую модель. Такую задачу до них не решал никто, так как эффективность понималась исключительно в терминах массового производства.
Бережливое производство предполагает вовлечение в процесс оптимизации бизнеса каждого сотрудника и максимальную ориентацию на потребителя.
Отправная точка бережливого производства — ценность для потребителя. С точки зрения конечного потребителя, продукт (услуга) приобретает действительную ценность только в то время, когда происходит непосредственная обработка, изготовление этих элементов. Cердцем бережливого производства является процесс устранения потерь, которые по-японски называются словом «му́да». Му́да — это одно из японских слов, которое означает потери, отходы, то есть любую деятельность, которая потребляет ресурсы, но не создает ценности. Например, потребителю совершенно не нужно чтобы готовый продукт или его детали лежали на складе. Тем не менее, в традиционной системе управления складские издержки, а также все расходы, связанные с переделками, браком, и другие косвенные издержки перекладываются на потребителя.
В соответствии с концепцией бережливого производства всю деятельность предприятия можно классифицировать так: операции и процессы, добавляющие ценность для потребителя, и операции и процессы, не добавляющие ценности для потребителя. Следовательно, всё, что не добавляет ценности для потребителя, с точки зрения бережливого производства, классифицируется как потери, и должно быть устранено.
Основными целями бережливого производства являются:
сокращение затрат, в том числе трудовых;
сокращение сроков создания продукции;
сокращение производственных и складских площадей;
гарантия поставки продукции заказчику;
максимальное качество при определённой стоимости либо минимальная стоимость при определённом качестве.
Как уже было сказано выше история ЛИН системы началась с компании Toyota. Сакиши Тойода, один из основателей компании Toyota, считал, что производственному совершенствованию нет предела и независимо от состояния компании на рынке и её конкурентоспособности необходимо постоянное движение вперёд, улучшение всех производственных процессов. Результатом такой философии стала проводимая на предприятиях Toyota стратегия kaizen – «непрерывные усовершенствования». Сакиши Тойода поддерживал большие инвестиции в исследовательские работы по созданию новых автомобилей.
Кииширо Тойода, сын Сакиши, понимал, что ему придётся предпринять что-то необычное для того, чтобы успешно соперничать с американскими автогигантами (такими, например, как Ford). Для начала он ввёл на своих предприятиях понятие «точно вовремя» (Togo and Wartman), который означал, что любая деталь автомобиля должна была создаваться не раньше, чем в ней возникнет необходимость. Поэтому у японцев, в отличие от американцев, не было огромных складов с запасными деталями, при этом японцы экономили больше времени и ресурсов. Методы «kaizen» и «Togo and Wartman» стали основой производственной философии семейства Тойода.
Следующий в династии Эйджи Тойода начал свою деятельность с того, что разработал пятилетний план усовершенствования методов производства. Для этого в компанию Toyota в качестве консультанта был приглашён Таичи Оно, который ввёл карточки «kanban» – «отслеживание движений запасов». Таичи Оно научил рабочих подробно разбираться в методах «kaizen» и «Togo and Wartman», модернизировал оборудование и наладил правильное чередование выполняемых операций. Если возникала какая-то проблема со сборкой изделий на конвейере, то конвейер моментально останавливался, чтобы быстро найти и устранить любые неполадки. Компания Toyota реализовывала свою промышленную философию качества на протяжении двадцати лет, в том числе и у своих поставщиков.
Соиширо Тойода стал президентом, а затем председателем совета директоров Toyota Motor Corporation в 1982 году. Под его руководством Toyota стала международной корпорацией. Соиширо начал свою работу по усовершенствованию качества в компании с изучения работ американского эксперта по качеству Э. Деминга. Управление качеством на предприятиях Toyota стало более чётким, оно внедрялось во всех подразделениях компании.
Так, на протяжении нескольких поколений руководителей компании Toyota была разработана уникальная система качества, которая и легла в основу системы ЛИН.
Наиболее популярными инструментами и методами Бережливого производства являются:
В период высочайшей конкуренции и обостряющегося кризиса, у предприятий всего мира нет другого пути, чем, используя лучшие мировые технологии менеджмента, создавать продукты и услуги, максимально удовлетворяющие клиентов по качеству и цене.
Потери в любом производственном процессе – неизбежная проблема для многих предприятий, как производящих продукцию, так и оказывающих услуги. Потери – это состояние, которое, мягко говоря, не добавляет ценности продукту или услуге. Для того чтобы обнаруживать потери, сначала необходимо их распознавать. Можно выделить восемь видов потерь, из-за которых теряются до 85% ресурсов предприятия:
Потеря творческого потенциала. Когда к сотруднику относятся как к винтику в механизме, который можно в любой момент выкинуть или заменить другим, когда отношения сводятся к схеме «работайте руками и строго выполняйте указания начальника», интерес сотрудников к работе неуклонно падает. Эксперты считают, что такой порядок вещей устарел, он тянет компанию назад, что не замедлит сказаться на прибыли компании. В той же Японии в различных компаниях появляются «кружки качества», на которых любой имеет право высказать свои предложения по улучшению качества процессов. Аналитики считают, что в XXI веке успех будет у тех компаний, которые смогут создать у своего персонала ощущение вовлеченности в совершенствование производства.
Излишнее производство, выражающееся в том, что выпускается больше товара, чем требуется, либо раньше, чем требует заказчик. В результате те ресурсы, которые можно было потратить на улучшение качества, тратятся на увеличение количества.
Задержки. Когда рабочие простаивают в ожидании материалов, инструментов, оборудования, информации, это всегда следствие плохого планирования или недостаточно налаженных связей с поставщиками, непредвиденных колебаний спроса.
Ненужная транспортировка, когда материалы или продукция перемещаются чаще, чем это нужно для непрерывного технологического процесса. Важно доставлять всё необходимое своевременно и в нужное место, а для этого на предприятии должны быть реализованы хорошие схемы логистики.
Чрезмерные запасы, или хранение на складах большего числа продукции, чем продаётся, и большего числа материалов, чем необходимо для технологического процесса.
Излишняя обработка. Продукция должна выходить из производства настолько качественной, чтобы по возможности исключать её переделки и доработки, а контроль за качеством должен быть быстрым и эффективным.
Дефекты, которых нужно избегать всеми силами, потому что на улаживание претензий заказчиков уходят дополнительные средства: если необходимо исправить дефектное изделие, расходуются лишние время, силы и деньги.
Не налаженные передвижения, или неважно поставленный процесс доставки инструментов, материалов внутри самого предприятия, лишние передвижения сотрудников по помещениям.
Экономический эффект от внедрения средств автоматизации может быть лишь косвенным, так как внедренные средства автоматизации не являются прямым источником дохода, а являются либо вспомогательным средством организации получения прибыли, либо помогают минимизировать затраты.
Оценить экономический эффект от использования программы можно двумя способами: простым и сложным (более трудоемкий способ, но более точный). Простой способ это некоторое упрощение сложного способа с учетом различных «оговорок». Например, если материальные затраты не меняются после внедрения программы, то их можно исключить из расчета, тем самым его упростив. Полная оценка по сложному алгоритму, как правило, проводится квалифицированными специалистами по итогам обследования бизнес-процессов предприятия. Но если необходимо быстро и приблизительно оценить эффективность внедрения средства автоматизации, то можно в представленные формулы подставлять оценочные значения затрат. Конечно, при использовании оценок затрат, а не их фактических значений, экономический эффект будет посчитан не точно, но тем не менее позволит оценить выгодность и необходимость автоматизации.
Главный экономический эффект от внедрения средств автоматизации заключается в улучшении экономических и хозяйственных показателей работы предприятия, в первую очередь за счет повышения оперативности управления и снижения трудозатрат на реализацию процесса управления, то есть сокращения расходов на управление.
Для большинства предприятий экономический эффект выступает в виде экономии трудовых и финансовых ресурсов, получаемой от:
снижения трудоемкости расчетов;
снижение трудозатрат на поиск и подготовку документов;
экономии на расходных материалах (бумага, дискеты, картриджи);
сокращения служащих предприятия.
Снижение же трудозатрат на предприятии возможно за счет автоматизации работы с документами, снижения затрат на поиск информации. Критерием эффективности создания и внедрения новых средств автоматизации является ожидаемый экономический эффект. Он определяется по формуле:
Э=Эр-Ен*Кп,
где Эр — годовая экономия; Ен — нормативный коэффициент (Eн=0.15); Кп — капитальные затраты на проектирование и внедрение, включая первоначальную стоимость программы.
Годовая экономия Эр складывается из экономии эксплуатационных расходов и экономии в связи с повышением производительности труда пользователя. Таким образом, получаем:
Эр=(Р1-Р2)+ΔРп,
где Р1 и Р2 — соответственно эксплуатационные расходы до и после внедрения разрабатываемой программы; ΔРп — экономия от повышения производительности труда дополнительных пользователей.
РАСЧЕТ КАПИТАЛЬНЫХ ЗАТРАТ НА ПРОЕКТИРОВАНИЕ И ВНЕДРЕНИЕ
В случае если оценивать экономический эффект с учетом всех деталей, то капитальные затраты на проектирование и внедрение рассчитываются с учетом длительности работ на этом этапе. Итак, рассмотрим подробнее расчет капитальных затрат на проектирование и внедрение системы автоматизации.
Под проектированием понимается совокупность работ, которые необходимо выполнить, чтобы спроектировать систему, часть системы или поставленную задачу. Под внедрением понимается комплекс работ по вводу в промышленную эксплуатацию системы с возможными ее доработками.
Для расчета затрат на этапе проектирования необходимо определить продолжительность каждой работы, начиная с составления технического задания и заканчивая оформлением документов.
Продолжительность работ определяется либо по нормативам (при этом применяют специальные таблицы), либо рассчитывают их на основании экспертных оценок по формуле:
Т0=(3Тmin+2Тmax)/5
где Т0 — ожидаемая продолжительность работ; Тmin и Тmax ~ соответственно наименьшая и наибольшая по мнению эксперта длительность работы.
Данные расчетов ожидаемой длительности работ приведены в таблицу.
Таблица 1 Таблица длительности работ на этапе проектирования (пример)
Наименование работ
Длительность работ, мин дней
Длительность работ, макс дней
Длительность работ, ожид. дней
Разработка технического задания
1
2
2
Анализ технического задания
2
5
3
Изучение литературы
5
10
7
Работа в библиотеке с источниками
—
—
—
Знакомство с основными этапами дипломной работы
1
3
2
Оформление ТЗ
1
2
2
Разработка алгоритма
2
5
3
Доработки программы
10
20
15
Отладка программы
15
20
18
Экономическое обоснование
1
3
2
Оформление пояснительной записки
3
7
5
Выполнение плакатов
5
10
8
Капитальные затраты на этапе проектирования Кк рассчитываются по формуле:
Kк=С + Zп+Mп+H (3),
где С – первоначальная стоимость программного продукта;
Zп — заработная плата специалистов на всех этапах проектирования и внедрения;
Мп — затраты на использование ЭВМ на этапе проектирования и внедрения;
Н — накладные расходы на этапе проектирования и внедрения.
Одним из основных видов затрат на этапе проектирования является заработная плата специалиста, которая рассчитывается по формуле:
Zп=ZпTп(l+Aс/100)*(l+Aп/100) (4)
где Zп- заработная плата разработчика на этапе проектирования;
Zд — дневная заработная плата разработчика на этапе проектирования;
Ас — процент отчислений на социальное страхование;
Ап — процент премий.
В общем случае, расходы на машинное время состоят из расходов на процессорное время (при работе с объектным или абсолютным модулем) и расходов на дисплейное время. Формула для расчетов имеет вид:
М=tдСд+ tпCп (5)
где Сп и Сд — соответственно стоимости одного часа процессорного и дисплейнного времени;
tд и tп — соответственно процессорное и дисплейное время, необходимое для решения задачи (час).
Расходы на эксплуатационные принадлежности определяются простым подсчетом затрат на их приобретение по оптовым (или свободным) ценам.
Так как программа разработана на современных быстродействующих компьютерах, то в дополнительном процессорном времени необходимости нет, т.е. принимаются как Сп=0 и tп=0.
При расчете Мп следует учитывать время на подготовку исходных текстов программ, их отладку и решение контрольных примеров.
Накладные расходы согласно формулы (2) составляют 80-120% от заработной платы персонала занятого эксплуатацией программы.
В случае если проектирование и внедрение средства автоматизации полностью осуществляет сторонняя организация, то можно использовать упрощенную схему расчета, т.е. в качестве капитальных затрат на проектирование и внедрение принять суммы уплаченные сторонней организации, включая первоначальную стоимость средства автоматизации.
СОСТАВ ЭКСПЛУАТАЦИОННЫХ РАСХОДОВ
В эксплуатационные расходы входят:
содержание информационных расходов;
содержание персонала по обслуживанию комплекса технических средств;
расходы на функционирование программы;
расходы на содержание здания;
прочие расходы.
РАСХОДЫ НА СОДЕРЖАНИЕ ПЕРСОНАЛА
Расходы по различным видам работающих определяем по формуле:
Z= nizi*(1+ Ac/100)*(1+Ап/100)
где ni — численность персонала 1-го вида связанная с выполнением paбот; Aс — процент отчислений на социальное страхование Aп — средний процент премий за год
РАСХОДЫ НА ФУНКЦИОНИРОВАНИЕ ПРОГРАММЫ
Расходы на функционирование программы складываются из затрат на машинное время и затрат на эксплуатацию различных принадлежностей (бумаги, краски для принтера и т.д.).
Из формулы (5) произведем расчет расходов на функционирование программы:
M=tд*Сд+tп*Cп
При этом можно оценить аналогичные расходы до внедрения программы и сравнить полученные значения. При внедрении программы уменьшается время работы с одной и той же задачей, за чет этого уже появляется экономия.
РАСХОДЫ НА ФУНКЦИОНИРОВАНИЕ ПРОГРАММЫ
Расходы на функционирование программы складываются из затрат на машинное время и затрат на эксплуатацию различных принадлежностей (бумаги, краски для принтера и т.д.).
Из формулы (5) произведем расчет расходов на функционирование программы:
M=tд*Сд+tп*Cп
При этом можно оценить аналогичные расходы до внедрения программы и сравнить полученные значения. При внедрении программы уменьшается время работы с одной и той же задачей, за чет этого уже появляется экономия.
РАСЧЕТЫ НА НАКЛАДНЫЕ РАСХОДЫ
Расходы на эксплуатационные принадлежности определяются простым подсчетом затрат на их приобретение по оптовым (или свободным) ценам.
ПРОЧИЕ РАСХОДЫ
Прочие расходы составляют от 1 до 3% от суммы всех эксплуатационных расходов.
до внедрения программы
Pпр1=(Z+M1+H)*0,03
после внедрения программы
Pпр2=(Z+M2+H)*0,03
Таким образом эксплуатационные расходы составляют:
до внедрения программы
P1=Z+M1+H+Pпр1
после внедрения программы
P2=Z+M2+H+Pпр2
РАСЧЕТ ЭКОНОМИИ ЗА СЧЕТ УВЕЛИЧЕНИЯ ПРОИЗВОДИТЕЛЬНОСТИ ТРУДА ПОЛЬЗОВАТЕЛЯ
Если пользователь при экономии i- вида с применением программы экономит ΔTi, часов, то повышение производительности труда Pi (в %) определяется по формуле:
где Fj — время, которое планировалось пользователем для выполнения работы j-вида до внедрения программы (час.)
Таблица 2
Таблица работ пользователей(пример)
№п/п
Вид работ
До автоматизации, мин Fj
Экономия времени, мин.DT
Повышение производительности труда Рi (в %)
1.
Ввод информации
40
20
100
2.
Проведение расчетов
5
4
400
3.
Подготовка и печать отчетов
30
15
100
4.
Анализ и выборка данных
44
10
300
Экономия, связанная с повышением производительности труда пользователя Р определим по формуле:
где Zп — среднегодовая заработная плата пользователя.
ПРИМЕР
Для большего понимания материала рассмотрим в качестве примера небольшую типовую российскую организацию, занимающуюся оказанием услуг, в которой автоматизируется отдел бухгалтерии с одним рабочим местом. В качестве средства автоматизации выбрано программное средство «фирмы 1С» — «1С:Бухгалтерия Предприятия 2.0». Подразумеваем, что внедряет программное средство сторонняя организация. Стоимость «1С:Бухгалтерия Предприятия 2.0» составляет 10800 руб.
Стоимость услуг сторонней организации по ее внедрению составляют 10000 руб.
В итоге капитальные затраты на внедрение составят:
К = 10800 + 10000 = 20800 руб.
Посчитаем расходы на содержание персонала, исходя из условия, что оклад сотрудника составляет 50000 руб.
Z = 1 * 50000 * (1 + 34% / 100) = 67000 руб.
В нашем примере, для простоты, накладные и прочие расходы до и после внедрения программы будем рассматривать как неизменные, т.е. внедрение программы не вызвало экономию чернил в картриджах принтеров, расходование бумаги и т.п. Таким образом, годовая экономия будет равна экономии, связанной с повышением производительности труда пользователя.
Рассчитаем экономию за счет увеличения производительности труда сотрудника. В нашем примере бухгалтерский учет велся на компьютере, но в ручную с использованием различных программ, позволяющих хранить данные в таблицах. Например, MS Excel. В качестве исходных данных будем использовать данные, приведенные в Таблице 2.
Экономия, связанная с повышением производительности труда пользователя:
P = 67000 * 9 = 603 000 руб.
В итоге получаем следующую ожидаемую экономическую эффективность:
Э = 603000 – 20800 * 0,15 = 599 880 руб.
О чем говорят эти цифры? Даже при приблизительном расчете экономическая эффективность от внедрения программного средства получилась значительной. Такой она получилась за счет увеличения производительности труда сотрудника. Соответственно потратив всего 20 800 рублей мы получаем экономию за год в 599 880 рублей!
ЗАКЛЮЧЕНИЕ
По результатам расчета экономической эффективности проектирования и внедрения средства автоматизации сразу можно , что это выгодно. Хоть выгода и косвенная, но, как правило, заметная в средне и долгосрочной перспективе. Внедрение средств автоматизации может привести к корректированию самого бизнес-процесса, так как задачи выполняются быстрее. Сотрудники могут обрабатывать большие объемы информации за свое рабочее время, что можно использовать или для уменьшения затрат на персонал или для быстрого развития бизнеса при неизменности количества сотрудников, занятых обработкой информации.
Как показывает практика автоматизация бизнес процессов, в особенности таких как расчет себестоимости продукции, подготовка регламентированной отчетности по результатам деятельности, учет взаиморасчетов с контрагентами, формирование и учет печатных документов несет в себе большой потенциал для развития и материальную выгоду с течением времени.
В процессе расчета экономический эффективности необходимо учитывать одно свойство автоматизации. Заключается оно в следующем: чем больше средств и времени потрачено на автоматизацию тем выше экономический эффект от внедрения. Объясняется это довольно просто: если качественно подойти к выбору программного продукта, качественно проработать все бизнес-процессы на этапе проектирования и внедрения, все описать и отладить, то в последующем будет потрачено гораздо меньше средств на эксплуатацию программы.
Важно отметить, что в случае если одним программным средством автоматизируются различные подразделения и сотрудники, то уменьшаются затраты на организацию документооборота между ними. Уменьшаются как временные так и материальные затраты.
Agile (agile software development, от англ. agile – проворный) – это семейство «гибких» подходов к разработке программного обеспечения. Такие подходы также иногда называют фреймворками или agile-методологиями. Agile возник в IT-среде, но затем распространился и в другие сферы – от промышленной инженерии до искусственного интеллекта.
Смысл Agile сформулирован в Agile-манифесте разработки ПО
Люди и взаимодействие важнее процессов и инструментов. Работающий продукт важнее исчерпывающей документации. Сотрудничество с заказчиком важнее согласования условий контракта. Готовность к изменениям важнее следования первоначальному плану
В области производства программного обеспечения нет такой темы, вокруг которой ведется так много споров, как методологии для управления программными проектами. Все специалисты ищут серебряную пулю, хотя опыт подсказывает, что ее не существует. На смену одной методологии приходит другая, одну тему фокусирования всего софтверного сообщества сменяет другая – этот круг действительно бесконечен. Матерые специалисты с седыми бородами настаивают на тяжеловесных методологиях с сотнями ролей, процессов, артефактов и толстенными описаниями. Молодые управленцы же предпочитают гибкие методологии или «Agile», как они говорят. Кто же прав в этом противостоянии отцов и детей?
В этой книге я расскажу о современных гибких методологиях, причем постараюсь осветить те аспекты, которые обычно не упоминаются либо раскрываются недостаточно глубоко. Кроме теории в книги содержится множество конкретных приемов и лучших методов, которые можно применять на практике.
Эта книга предназначена для широкого круга специалистов, работающих в области разработки программного обеспечения:
Разработчики
Ведущие разработчики и архитекторы
Скрам-мастера
Руководители проектов
Владельцы продуктов
Руководители отделов
Аналитики
Тестировщики
Верстальщики
Дизайнеры и специалисты по интерфейсу
Методы и инструменты, описанные в этой книге, позволяет организовать эффективную работу команд, состоящих из этих специалистов.
Тема выступления: Организация сквозных процессов в транспортном дивизионе ОАК.
Как автоматизация сквозных бизнес-процессов в крупной распределенной компании может сократить издержки предприятия, ускорить и оптимизировать бизнес-процессы. На что обратить внимание, чтобы сделать проект успешным на 100%.