Использование информационно аналитических систем на производстве позволяет на основе данных о сырье и желаемом производственном графике получить план производства оптимальный для достижения максимального экономического эффекта.
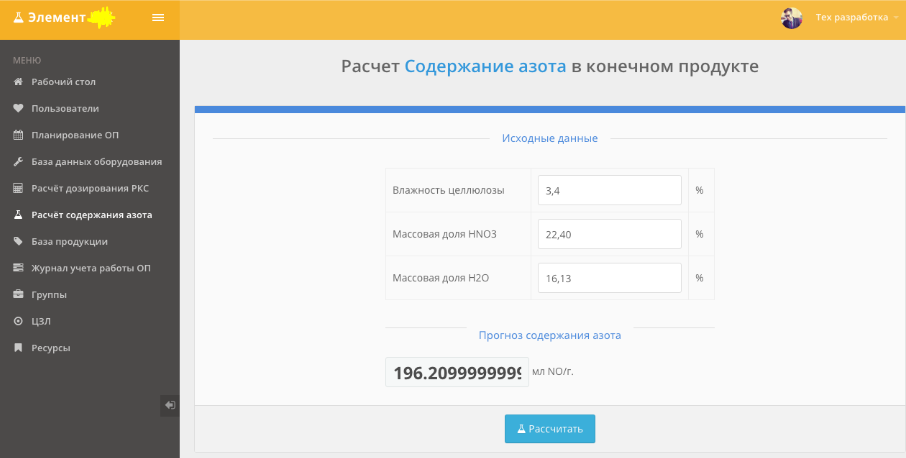
Заказчиком выступал химический комбинат с исследовательской задачей по оптимизации планирования производства. При анализе проекта, было принято решение пойти по пути предиктивной аналитики одного из процессов для дальнейшего масштабирования данной практики. Для пилотной реализации был выбран процесс расчёта содержания азота в конечном продукте. Этот показатель зависим от качества исходного сырья и правильной дозировки кислот при технологическом процессе. Средняя точность прогноза при ручном расчёте по технологическим формулам составляла ~23%
Очевидно, что расчёты по формулам подразумевают лабораторные окружающие условия и точные данные об исходном сырье, что редко достижимо в условиях производства.
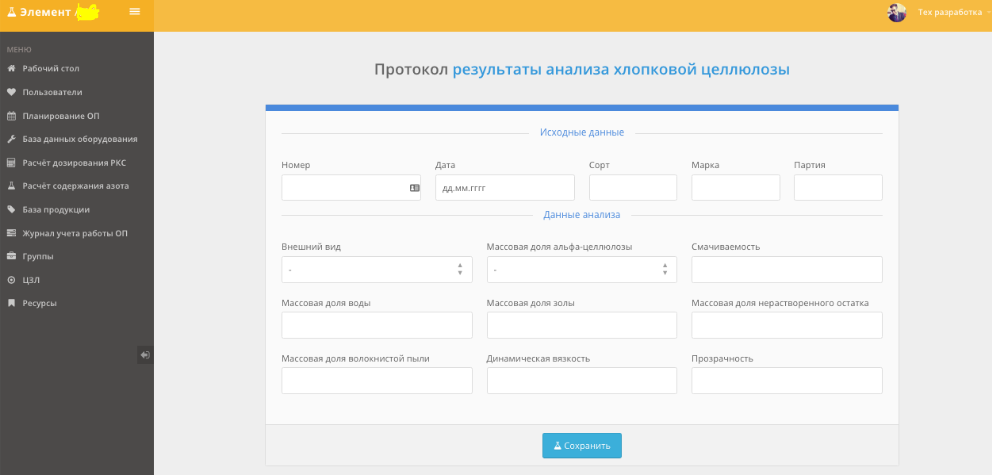
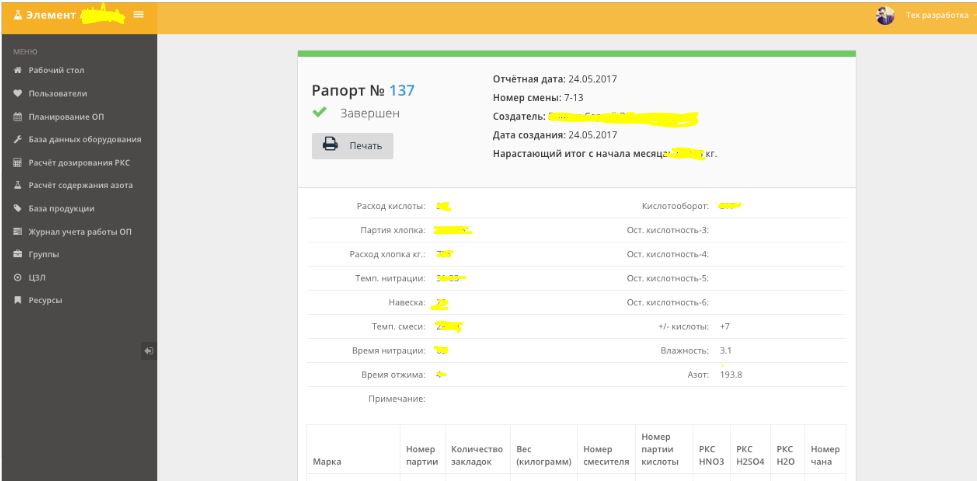
Для пилотного анализа были взяты данные из протоколов анализа сырья и рапортов производственных журналов. Эти данные были оцифрованы и сведены в табличную базу данных. Начались эксперименты с методиками прогнозирования. После перебора алгоритмов машинного обучения, был выбран регрессионный анализ методом Random Forest. На том малом объёме данных, который у нас был, он показал лучшие результаты
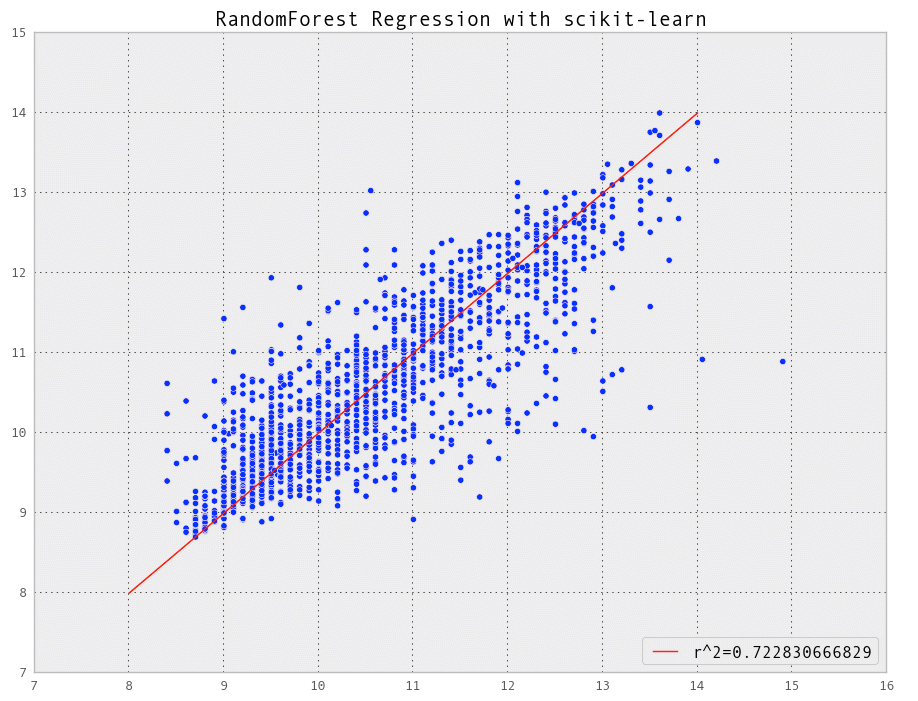
Суть алгоритма, в том, что на каждой итерации делается случайная выборка переменных, после чего, на этой новой выборке запускают построение дерева принятия решений. При этом производится выборка случайных двух третей наблюдений для обучения, а оставшаяся треть используется для оценки результата. Такую операцию проделывают сотни или тысячи раз. Результирующая модель будет будет результатом “голосования” набора полученных при моделировании деревьев.
На Python-е было проведено обучение модели данными и сформировано аналитическое ядро, затем написан интерфейса для ввода данных анализа исходного сырья и вывода результата предсказания.
Затем были проведены замеры на реальных данных. Оказалось, что система прогнозировала результат с точностью до 3%. В начале решили, что «случайно попали» и скорее всего это ошибка или статистическая погрешность. При подробном разборе методики расчёта
по лабораторным формулам, выяснили ряд факторов, например износ оборудования, погрешность измерительных приборов, которые оказывают влияние на конечный результат, но эти данные практически не возможно брать в учёт из-за сложности измерений влияния. Преимущество выбранной нами методики оказалось очевидным, так как при статистическом анализе не имеет значение причины искажения данных, а важен «рисунок» влияния этих причин на конечный результат.
В последствии был написан аналогичный механизм расчёта дозирования ректифицированной кислотной смести. Протоколы анализа конечного продукта и рапортов производства были переведены в электронный вид для формирования базы данных непрерывного обучения прогнозной модели.
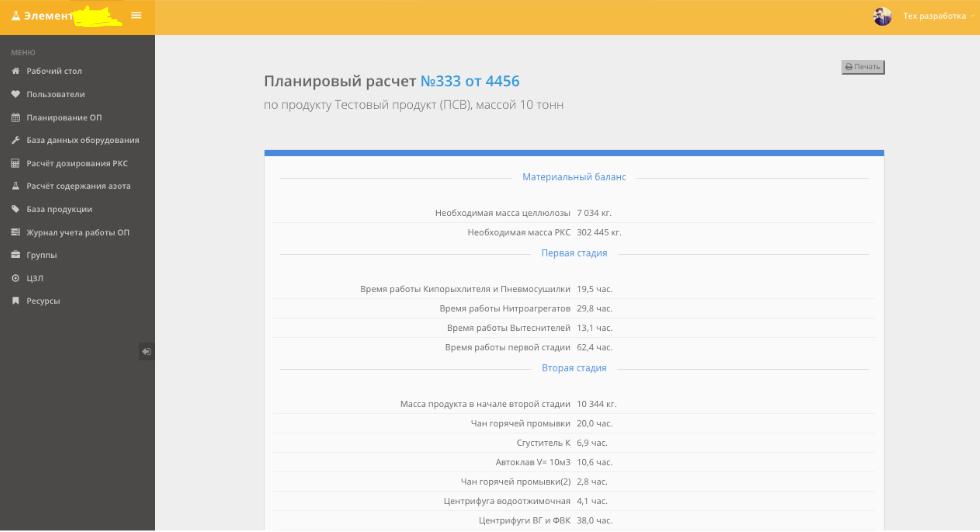
Создание базы заказов, для отслеживания поставок, в совокупности с базой продукции и базой с данными по загруженности оборудования — позволит формировать плановые расчёты по загрузке оборудования для производства определенного продукта в зависимости от объёмов и наличия сырья без привязки к детальному описанию внутренних процессов
Таким образом использование информационной системы в качестве средства автоматизации деятельности позволяет на основе данных о сырье и желаемом производственном графике получить план производства, оптимальный для достижения максимального экономического эффекта.
Внедрение подобных систем не обязательно дорогостоящее, если критерием выбрать степень цифровизации процессов, то можно поэтапно переводить формы в электронный вид, тем самым повышая степень оцифровки всего «ландшафта».
Следующим шагом были планы по сбору данных о состоянии оборудования, как мы решали эту задача читайте в статье Система сбора данных с оборудования на производстве